
Металлорежущее оборудование, предназначенное для обработки листов (плоcкостей) из стали или чугуна – универсальный токарно-фрезерный станок. Его применяют как в индивидуальном, так и серийном производстве. Также с помощью данного типа оборудования обрабатывают детали из различных сплавов цветных металлов. Станок комплектуется угловыми, а также цилиндрическими, дисковыми, торцевыми фрезами. Это позволяет проводить отделку металла за минимальное количество времени и с высокой точностью. Сверление отверстий, изготовление пазов, зенкерование – главные функции установки данного типа.
Универсальный фрезерный станок по металлу имеет ряд преимуществ и достоинств:
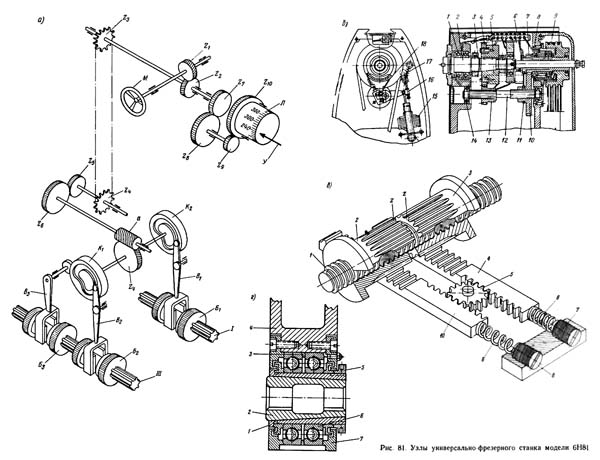
Узлы консольно-фрезерного станка 6Н81
Однорукояточное управление коробкой скоростей
На рис. 81, а показана схема однорукояточного управления коробкой скоростей. Маховичок М, расположенный с левой стороны станины, связан с переключающими кулач К1 и К2 кинематической цепью, состоящей из зубчатых винтовых колес z1—z2, цепной передачи z3—z4 шестерен z5—z6 и червячной передачи а—zч. Таким образом, при повороте маховичка М начинают вращаться кулачки К1 и К2. Кулачок К1 имеет два криволинейных торцовых паза: один с правой стороны, а другой — с левой. Кулачок К2 имеет только один криволинейный торцовый паз. В пазы кулачков входят ролики, насаженные на концы рычажных вилок B1, В2 и В3. Каждая вилка управляет двойным подвижным блоком шестерен. Всего в коробке скоростей имеется три блока шестерен Б1, Б2 и Б3. На шлицевом валу I перемещается блок Б1, а на шлицевом валу III установлено два подвижных блока шестерен Б2 и Б3.
Кулачки К1 и К2 сидят на одном валу и имеют восемь фиксированных положений. У криволинейных пазов кулачков К1 и К2 такая конфигурация и они так взаимно расположены, что каждому из восьми фиксированных положений кулачков соответствует своя комбинация включения блоков шестеро и соответственно своя скорость вращения шпинделя.
Для визуального наблюдения за установленной скоростью имеется указатель У и лимб Л, который так же, как и кулачки К1 и К2, кинематически связан с маховичком М. Лимб Л получает вращение от маховичка через зубчатые винтовые колеса Z1—z2, шестерни Z7—z8 и шестерни Z9—Z10-
Передаточные отношения кинематических цепей кулачков и лимба одинаковы, поэтому за один оборот кулачков лимб также совершает один полный оборот.
Такая конструкция однорукояточного управления, имеет тот недостаток, что для включения заданной скорости необходимо пройти все промежуточные значения чисел оборотов шпинделя и, кроме того, нет возможности осуществлять предварительный выбор скорости.
Шпиндельный узел с переборным валиком
Передняя шейка шпинделя (рис. 81,б) диаметром 75 мм вращается в двух шариковых радиально-упорных подшипниках 1, регулируемых гайкой 3. Задняя шейка шпинделя диаметром 50 мм установлена на одном шариковом подшипнике. Между опорами шпинделя на конусе и шпонке установлен маховик 5, с которым связана приводная шестерня 4. Шкив 9 установлен на ступице шестерни 7, смонтированной на отдельных шарикоподшипниках 8, благодаря чему шпиндель разгружен от натяжения ремней. Заодно со шкивом 9 изготовлен тормозной барабанчик, охватываемый тормозной лентой 18. При включенном двигателе соленоид 15, преодолевая сопротивление пружины 17, оттягивает рычаг 16 вниз, растормаживая шпиндель. В момент отключения двигателя тормозная лента затягивается под действием пружины 17 и шпиндель останавливается.
Ниже шпинделя в станине на шарикоподшипниках 14 смонтирован переборный валик 12. Подвижные шестерни 10 и 13 и кулачковая муфта 6 переключаются одновременно одной рукояткой при помощи вилки II. При включенной муфте 6, когда вращение от шкива 9 передается на шпиндель непосредственно, шестерни 10 и 13 выводятся из зацепления с шестернями 7 и 4. Такая конструкция перебора улучшает, к. п. д. станка и способствует уменьшению вибраций при работе на высоких числах оборотов шпинделя.
Механизм автоматического устранения зазора
В приводе продольной подачи стола установлен механизм для автоматического устранения зазора между винтом и маточными гай (рис. 81, в). В кронштейне поперечных салазок стола установлены две маточные гайки 2 и 3. которые могут свободно поворачиваться в подшипниках кронштейна.
На гайках нарезаны зубья г, которые входят в зацепление с рей 4 и 10, связанными между собой шестерней 5. Таким образом, поворот одной из гаек в каком-либо направлении вызывает поворот другой гайки в обратном направлении. Рейки 4 и 10 поджимаются пружинами 6 и 9.
При рабочей подаче в зависимости от ее направления, одна из гаек начнет поворачиваться и поворачивать через рейки и шестерни вторую гайку до тех пор, пока последняя не упрется своими вит в противоположные стороны витков винта и не устранит полностью зазор. По окончании подачи действие сил трения между вит гайки и винта прекратится и пружины вернут рейки и гайки в исходное положение, восстановив зазор, необходимый для легкости холостого перемещения стола. Регулируемые упоры 7 и 8 служат для ограничения величины перемещения реек и соответственно поворота гаек во избежание создания чрезмерного натяга между винтом и гай.
Подвеска
На хоботе станка 6Н81 для поддержки шпиндельных оправок можно устанавливать одну или две подвески (серьги).
Разрез одной из подвесок показан на рис. 81, г. Полый шпиндель 1 смонтирован на двух шариковых радиальных упорных подшипниках 6, между наружными кольцами которых установлена шайба 3.
Предварительный натяг в подшипниках, необходимый для повышения жесткости системы, создается гайкой 5. Крышки 7 закрепляют наружные кольца подшипников и служат одновременно для лабиринтного уплотнения. Вкладыш 2 надевается на шпонке на фрезерную оправку и благодаря наружной конической поверхности заклинивается в полом шпинделе 1 подвески 4.
Установка инструмента на консольно-фрезерных станках 6Н81
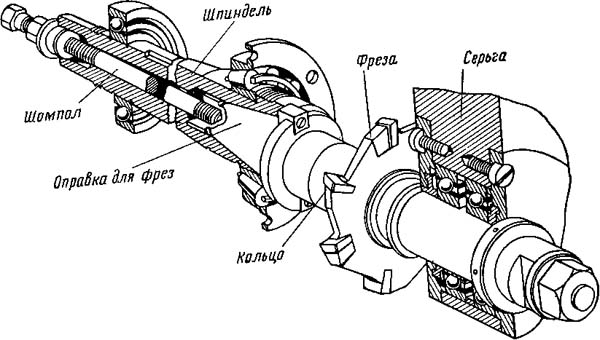
В зависимости от вида применяемой фрезы крепление ее на горизонтально-фрезерном станке может производиться несколькими способами.
При установке инструмента следует помнить, что на качество его работы и долговечность большое влияние оказывает биение инструмента во время работы, т. с. суммарное биение всего комплекта фрезерной оправки. Допустимое биение во всяком случае не должно превышать 0,1 мм. Поэтому следует следить за правильной заточной фрез, состоянием фрезерных оправок и проставных колец, не допуская применения их при повышенном биении.
| Наименование параметра | 6Н81Г | 6Н81 | 6Н11 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | 1000 х 250 | 1000 х 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | - | - | 30..380 |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 30..380 | 30..340 | - |
| Расстояние от оси шпинделя до хобота, мм | 150 | 150 | - |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | - | - | 280 |
| Рабочий стол | |||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное от руки/ от двигателя (ось X), мм | 600/ 560 | 600/ 560 | 600/ 560 |
| Наибольшее перемещение стола поперечное от руки/ от двигателя (ось Y), мм | 200/ 190 | 200/ 190 | 200/ 190 |
| Наибольшее перемещение стола вертикальное от руки/ от двигателя (ось Z), мм | 400/350 | 350/ 340 | 350/ 340 |
| Наибольший угол поворота стола, град | нет | ±45 | нет |
| Цена одного деления шкалы поворота стола, град | нет | 1 | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 | 0,025 | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 | 3 | 3 |
| Шпиндель | |||
| Частота вращения шпинделя, об/мин | 65..1800 | 65..1800 | 65..1800 |
| Количество скоростей шпинделя | 16 | 16 | 16 |
| Эскиз конца шпинделя | ГОСТ 836-47 | ГОСТ 836-47 | ГОСТ 836-47 |
| Конус шпинделя | 45 | 45 | 45 |
| Наибольший допустимый крутящий момент на шпинделе Нм | 525 | 525 | 525 |
| Механика станка | |||
| Быстрый ход стола продольный (ось X), м/мин | 2,9 | 2,9 | 2,9 |
| Быстрый ход стола поперечный (ось Y), м/мин | 2,3 | 2,3 | 2,3 |
| Быстрый ход стола вертикальный (ось Z), м/мин | 1,15 | 1,15 | 1,15 |
| Число ступеней рабочих подач стола | 16 | 16 | 16 |
| Пределы рабочих подач. Продольных (ось X), мм/мин | 35..980 | 35..980 | 35..980 |
| Пределы рабочих подач. Поперечных (ось Y), мм/мин | 25..765 | 25..765 | 25..765 |
| Пределы рабочих подач. Вертикальных (ось Z), мм/мин | 12..380 | 12..380 | 12..380 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной) | нет | нет | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть | есть | есть |
| Торможение шпинделя (муфта) | есть | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть | есть |
| Привод | |||
| Электродвигатель привода главного движения, кВт | 4,5 | 4,5 | 4,5 |
| Электродвигатель привода подач, кВт | 1,7 | 1,7 | 1,7 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 | ПА-22 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2060 х 1940 х 1600 | 2060 х 1940 х 1600 | 2060 х 1530 х 2300 |
| Масса станка, кг | 2000 | 2100 | 2100 |

Произведено в России. Станки, оборудование и инструмент Российского производства.
Новые станки токарной группы, специальные тяжелые, трубообрабатывающие, фрезерные, станки с ЧПУ.









